


Non-destructive test is a method to inspect from outside without damaging defects such as openings or cracks and inside industrial products or internal flaw of weld parts. Non-destructive test is often abbreviated to NDT or NDI. Radiography such as X-ray, Y-ray, and β-ray are used to inspect on joins within weld part or casting. On contrary, ultrasonic examination or vortex current test is used to inspect on scars at steel forging and steel frame or to inspect internal flaw. For detecting small scars on product surface, penetration method or magnetic particle inspection method is used.
Our company’s micro-check dye penetrant inspector is ONE-TOUCH aerosol type product. You can carry around micro-check dye penetrant inspector conveniently and it can be used in any places. It also precisely detects minute flaw(defect) which cannot be seen from naked eye.
Our company also develops and provides various nuclear materials and high-quality products such as low-toxic, orderless, and water-soluble products.
It is also referred to as PT(Penetrant Testing) and used for surface inspection on products and materials regardless of raw material.
Feature
Penetrant testing is applicable various fields regardless of raw material such as steel or plastic. The test is also convenient since it has simple principle compared to other tests.
In addition, penetrant testing can be applied to partial parts and reading the test is easy.
However, penetrant testing is not suitable for subjects with rough surface or porous subjects. Penetrant testing is available when it can access to surface of the subject and is available to open discontinuity. Lastly, penetrant testing is restricted by surrounding environment and temperature.
Method
Liquid penetrant test examines the subject with simple principle by using capillary phenomenon to inject liquid with high penetrability to small bonding part and to extract injected surface to surface
Liquid penetrant test equipment
Penetrant materials use penetrant (P), Developer (D)and rinsing (R)
Penetrant includes red dye penetrant(color penetrant) and fluorescent penetrant with fluorescent material.
Developer includes acid developer used after diffusing in water, dry dry developer used as power, non-aqueous wet developer filled in aerosol can after suspending in solvent
Rinsing is used for preconditioning cleaning for examination, removal of penetrant, and post-cleaning after examination.
Feature of Micro-Check Penetrability Test Products
- Can be used anywhere as special equipment is unnecessary
- Nonexpert can easily use for its simple handling method
- Can detect any flaws as minute flaw which cannot be seen with naked eye appears vivid red color.
- Can be used regardless of material or shape
- Simple and highly portable with One-Touch aerosol type
- Can be used in aluminum alloy and magnesium alloy safely for its anti-corrosion feature
- Test result is preserved when not wiped
Type
For ordinary material (inflammable/nonflammable)
For nuclear material
Water washability (For washing by water) – Low toxicity, Odorless
Intended Use
Can be used metal such as steel, non-ferrous metals, magnetic and non-magnetic materials and non-metallic material such as pottery, glass, synthetic resin
Casting Parts- Pin Hole, Flaw due to heat, Flaw due to shink
Forge Welding Parts- Flaw due to forge welding
Inspection on water leak- Tank, boiler, pipe
Welding Parts- crack, improper joint
Fatigue of metallic material- Sand lash, flaw due to heat, crack of cutting tool
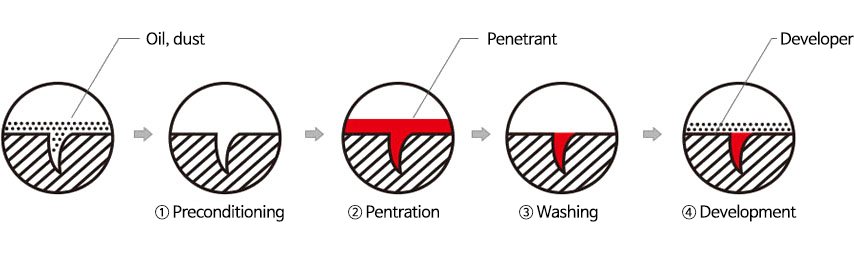
How to use
Dye penetrant test is a method to detect flaws that cannot be seen with eyes. It sprays red penetrant on surface of subject, penetrates the penetrant to subject, and removes red penetrant with penetrant remover. When white developer is sprayed, red penetrant inside the subject develops.
Anyone can conduct the test with following basic operations.
Detailed Explanation
Preconditioning
Please remove dust, grease and oil, and rust on subject surface before the test with penetrant remover as they obstruct penetration of red penetrant.
Please make sure that surface processing parts are not blocked during preconditioning
Perfect preconditioning allows higher examination effect and easier manipulation
Magnetic Particle Testing
Magnetic particle testing is often abbreviated to MT and it is used on test which magnetizes the subject for alternating current or direct current. Then, the magnetic particles concentrate on defective area and indicates the shape of defect and the defect can be seen with naked eye. MT is suitable for detecting surface crack.
Feature of Magnetic Particle Testing
MT is applicable to products made of magnetic substances (steel, ally steel). Due to the feature of magnetic field, MT easily detects defects on product surface and inner defects close to surface. MT is undeterred by size or shape of subject and testing method is very simple.
However, MT is only applicable to ferromagnetic substances that can magnetize. Since MT can detect defects near surface, it is not suitable for examining the inside.
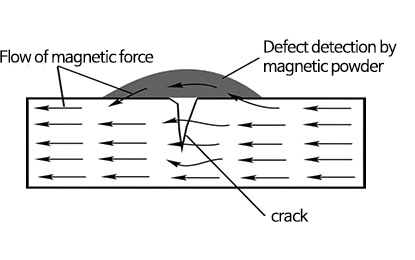
Method
MT applies phenomenon of making irons adhere to magnet. The testing forms magnetic field on surface of the subject and sprays magnetic powder called magnetic particles. Then, magnetic particles get absorbed into leakage flux leaked from defective surface and indicates defect’s shape. It is easy to detect defect since indicated shape of defect is much bigger than actual defect. However, MT is applied to examine ferromagnetic substance’s surface and area right under the surface.
Kangsung Industry
|
[51568] 71-44, Yalim-ro, Seongsan-gu, Changwon-si, Gyeongsangnam-do |
TEL : 82-55-237-6044 |
Kang Sung Industry Co., Ltd.
|
[44053] 18, Hangmun-ro, Dong-gu, Ulsan, Republic of Korea |
TEL : 82-52-252-7081 |
| Kang Sung 21 | [07206] moon-wha b/d no.304, 90, Yangpyeong-ro, Yeongdeungpo-gu, Seoul, Republic of Korea |
TEL : 82-2-2677-0363 |
Dosung Tech
|
[08758] 440, Bongcheon-ro, Gwanak-gu, Seoul, Republic of Korea |
TEL : 82-2-871-3445 |
| Daehan firm | [46977] 37, Gwaegam-ro, Sasang-gu, Busan, Republic of Korea |
TEL : 82-51-319-0151 |